Diese Website verwendet Cookies. Durch die weitere Nutzung, akzeptieren Sie die Verwendung von Cookies. Achtung, blockieren von Cookies verhindert den ordnungsgemäßen Betrieb der Website.
Dieser Artikel soll die aufgrund der falschen Schweißnahtvorbereitung estehenden Mängel erklären und zeigen, wie eine richtige Vorbereitung dabei hilft, die Mängel zu reduzieren bzw. sie ganz zu beseitigen
Mängel aufgrund der falschen Vorbereitung der Kanten vor dem Schweißen
Seit rund 100 Jahren werden in sämtlichen Industriebereichen Schweißverfahren für die Herstellung von Metallverbindungen verwendet. Technik und Material werden Jahr für Jahr besser und führen zu immer mehr Effizienz. Während technologisch immer hochwertigere Schweißgeräte angewendet werden, wird der Arbeitsschritt vor dem Schweißen, nämlich die Vorbereitung der zu schweißenden Rohrenden, oft vernachlässigt oder mit nicht geeigneten Techniken durchgeführt. Doch zählt zu den zahlreichen Faktoren, die die Schweißqualität negativ beeinflussen können, eben eine schlechte Vorbereitung, zu der es immer wieder kommt. Dieser Artikel soll diese Mängel erklären und zeigen, wie eine richtige Vorbereitung dabei hilft, die Mängel zu reduzieren bzw. sie ganz zu beseitigen.
Foto1: Zuschneiden von Rohren mit der Schleifscheibe.
Risse
Die Rissbildung gehört beim Schweißen zu den am häufigsten beobachteten Mängeln. Dazu kommt es aufgrund von zu hohen mechanischen Belastungen in der Schweißnaht. Zu den am stärksten verbreiteten Rissen zählt die Heiß- und Kaltrissbildung.
Heißrissbildung
Wie der Name schon sagt, kommt es zu dieser Rissbildung, wenn das Metall noch heiß ist und langsam fest wird. Faktoren, die solche Mängel begünstigen, sind zum Beispiel die Art der Schweißnaht. Dabei gilt: Je schmäler eine Naht, desto größer sind die mechanischen Belastungen aufgrund des Festwerdens des Metalls. Sind die Belastungen zu groß, besteht die Gefahr, dass sich bei der Zustandsänderung Risse bilden. Daher ist es von großer Bedeutung, den Winkel der Naht richtig zu wählen. Erfolgt dies manuell, kann die Naht nicht hundertprozentig genau gehalten werden. Daher sollten die Kanten mit einer geeigneten Maschine, die präzise und konstante Winkel gewährleistet, bearbeitet werden.
Kaltrissbildung
Die Kaltrissbildung tritt nach dem Schweißvorgang auf (sofort danach, bzw. einige Stunden oder sogar Tage danach). Zu einem solchen Mangel kommt es durch die gleichzeitige Kombination von drei Faktoren: die Art des Härtens (hart und brüchig), mechanische Restspannungen (zum Beispiel aufgrund von Flanschen) und sich in der Schweißnaht verbreitender Wasserstoff. Letzterer kann auf eine falsche Vorbereitung der Kanten zurückzuführen sein. In der Tat wird sich beim Schweißen eines verrosteten oder schlecht entfetteten Werkstücks der im Rost oder in den Kohlenwasserstoffen vorhandene Wasserstoff in der Schweißnaht abbauen. Beim Abkühlen des Metalls kommt es dann zu Spannungen im atomaren Bereich. Ist die Konzentration dieser Spannungen zu groß, bilden sich im Metall Risse.
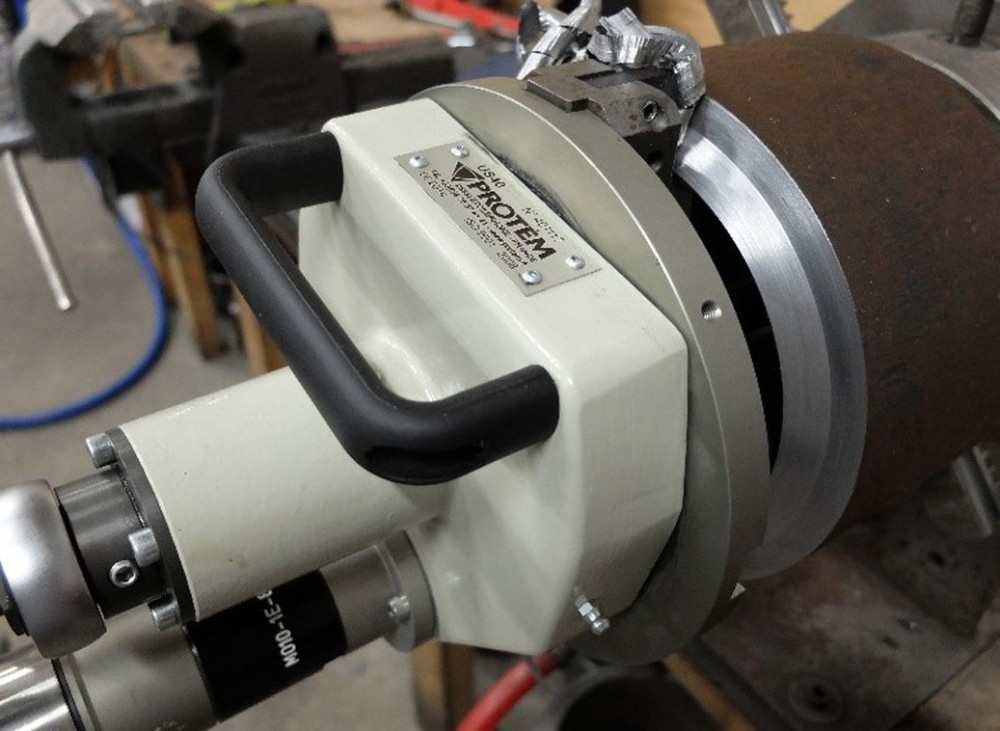
In Verbindung mit anderen Vorsichtsmaßnahmen wie dem Tempern der Elektroden oder dem Vorheizen der Werkstücke ermöglicht die Bearbeitung der Kanten (ohne Schmierung) das Realisieren einer Schweißnaht auf einem wasserstofffreien Material, was die Wahrscheinlichtkeit einer Kaltrissbildung erheblich reduziert.
Foto2: US40 Doppelwinkelfase ohne Schmierung in einem Durchgang
Blasenbildung
Neben der Kaltrissbildung kann eine schlecht vorbereitete Oberfläche auch zur Blasenbildung in der Schweißnaht führen. In der Tat führen Wasser, Rost oder Fett auf dem Werkstück zu Gasblasen, die dann in der Schweißnaht eingeschlossen werden. Wie bei der Kaltrissbildung ermöglicht eine geeignete Bearbeitung (ohne Schmierung) des zu schweißenden Endstücks eine eindeutige Reduzierung der Gefahren für das Auftreten solcher Mängel.
Verschmutzung durch Eisen
Insbesondere Edelstähle können durch Eisen verschmutzt sein. Kommt ein Edelstahl mit Eisenpartikeln und einem stromleitenden Medium in Kontakt (zum Beispiel feuchte Luft), so kommt es zu einer galvanischen Korrosion. Die Passivschicht des Edelstahls wird also nach und nach beschädigt, wodurch Rostpunkte auftreten können.
Die vorhandenen Eisenpartikel stammen in der Regel von der Anwendung nicht geeigneter Vorrichtungen. Dies bezieht sich auf:
Formmaschinen: Pressen, Biegepressen usw.
Material zum Reinigen: Metallbürsten, Lappen, die vorher für unlegierten Stahl usw. verwendet wurden.
Material zum Bearbeiten: Schneidwerkzeuge, Anfaswerkzeuge, Spannbacken usw.
Diese Verschmutzung kann auch von Schleifvorgängen auf unlegiertem Stahl, die in der Nähe der Werkstücke aus Edelstahl durchgeführt werden, stammen. Wird ein Werkstück vor dem Schweißen bearbeitet, muss unbedingt sichergestellt werden, dass die verwendeten Spannbacken und Schneidwerkzeuge für die Bearbeitung von Edelstahl geeignet sind (z. B. Spannbacken aus Edelstahl oder aus leichter Legierung) und vorher nicht für die Bearbeitung von unlegiertem Stahl verwendet wurden (oder in diesem Fall anschließend gründlich gereinigt wurden).
Foto3: PROTEM SE90NG Plandreh- und Anfasmaschine Bearbeitung einer U-Naht auf Superduplex-Stahl in einem Durchgang
Mängel hinsichtlich der Eindringtiefe
Zu geringe oder zu große Eindringtiefe
Die zu geringe Eindringtiefe bezieht sich auf einen nicht geschmolzenen Bereich an der Nahtwurzel. Die zu große Eindringtiefe bezieht sich auf überflüssiges geschmolzenes Schweißgut an der Grundfläche der Schweißnaht. Diese Mängel werden durch falsche Schweißparameter (Stromstärke, Spannung und Vorschubgeschwindigkeit) hervorgerufen, aber auch durch Spalte zwischen den Werkstücken bzw. durch eine unzureichend kontrollierte Stegdicke.
Ein zu kleiner Spalt führt zu einer zu geringen Eindringtiefe, während ein zu großer Spalt zu einer übermäßigen Eindringtiefe führt. Doch reicht manchmal ein sehr genaues Positionieren der Werkstücke nicht immer aus, um diese Art von Mangel zu vermeiden. Sind nämlich die zu schweißenden Werkstücke aufgrund einer mangelhaften Vorbereitung nicht hundertprozentig parallel, könnte ein unregelmäßiger Spalt stellenweise zu einer zu geringen oder übermäßigen Eindringtiefe führen. Durch ein präzises Planen der Enden kann diese Art von Mangel vermieden werden.
Eine zu geringe bzw. übermäßige Eindringtiefe kann auch durch eine Anfasung mit einer für die Schweißparameter nicht geeigneten Stegdicke verursacht werden. Diese Parameter werden in der Tat entsprechend dem zu schweißenden Werkstoff, der Geometrie der Schweißnaht und des gewählten Schweißverfahrens vorweg definiert. Doch durch das alleinige Beherrschen der Schweißparameter lässt sich eine falsche Eindringtiefe nicht ganz sicher vermeiden. Auch eine nicht konstante Stegdicke aufgrund einer schlechten Vorbereitung kann die Qualität der Schweißnaht beeinträchtigen. Zum Beispiel können die für eine Stegdicke von 1,5mm richtigen Parameter bei einer Stegdicke von 0,5mm zu einer übermäßigen Eindringtiefe und bei einer Stegdicke von 2,5mm zu einer unzureichenden Eindringtiefe führen. Hat man diese Stärke im Griff, zum Beispiel durch Innenbearbeiten oder Profilverfolgung bei einem ovalen Rohr, so kann die Endqualität der Schweißnaht erheblich erhöht werden.
Eine richtige Vorbereitung, um einen konstanten Spalt bzw. einen regelmäßigen Steg zu gewährleisten, ist bei der Anwendung von automatischen Verfahren wie dem WIG-Rundschweißen oder dem robotisierten MIG-Schweißen von größter Bedeutung. Da bei automatischen und robotisierten Schweißverfahren der erfahrene Schweißer nicht eingreift und eventuelle Fehler korrigiert, haben Ausrichtfehler bei maschinengesteuerten Verfahren schwerwiegende Konsequenzen.
Foto4: TTNG-1200 Rohrtrenner Trennen und Anfasen eines Rohrendes Ø1026mm ohne Wärmeeinflusszone und ohne Schmierung
Verkleben oder Bindefehler
Bindefehler zeichnen sich durch eine nicht geschmolzene Kontaktfläche zwischen dem aufgetragenen Schweißgut und dem Grundmetall aus. Auch hier gehört die Vorbereitung der Kanten zu den Hauptursachen für diesen Fehler. In einer im Verhältnis zum Elektrodendurchmesser zu schmalen Anfasung kann der Lichtbogen von einer der Wände angezogen werden. Daher kommt es zum Verschmelzen einer der Ränder, und die Anfasung füllt sich mit dem Schweißgut. Da allerdings der Lichtbogen die Nahtwurzel nicht direkt erreicht hat (bzw. das vorhergehend aufgetragene Schweißgut) und die der Anfasung gegenüberliegende Seite ebenso wenig, so werden diese Zonen nicht geschmolzen und lediglich mit Schweißgut bedeckt. Der Aspekt der Schweißnaht kann zwar als angemessen erachtet werden, doch ist in Wirklichkeit die erwünschte Kontinuität des Metalls durch die Schweißverbindung überhaupt nicht gewährleistet. Da sich diese Mängel in der Regel innerhalb der Schweißnaht selbst befinden und mit dem bloßen Auge selten zu erkennen sind, sind spezielle Kontrollverfahren wie z. B. Ultraschall und Radiographie erforderlich.
Eine angemessene Festlegung des Anfasungswinkels und eine präzise Bearbeitung mit einem konstanten Winkel verringern die Gefahr von Bindefehlern.
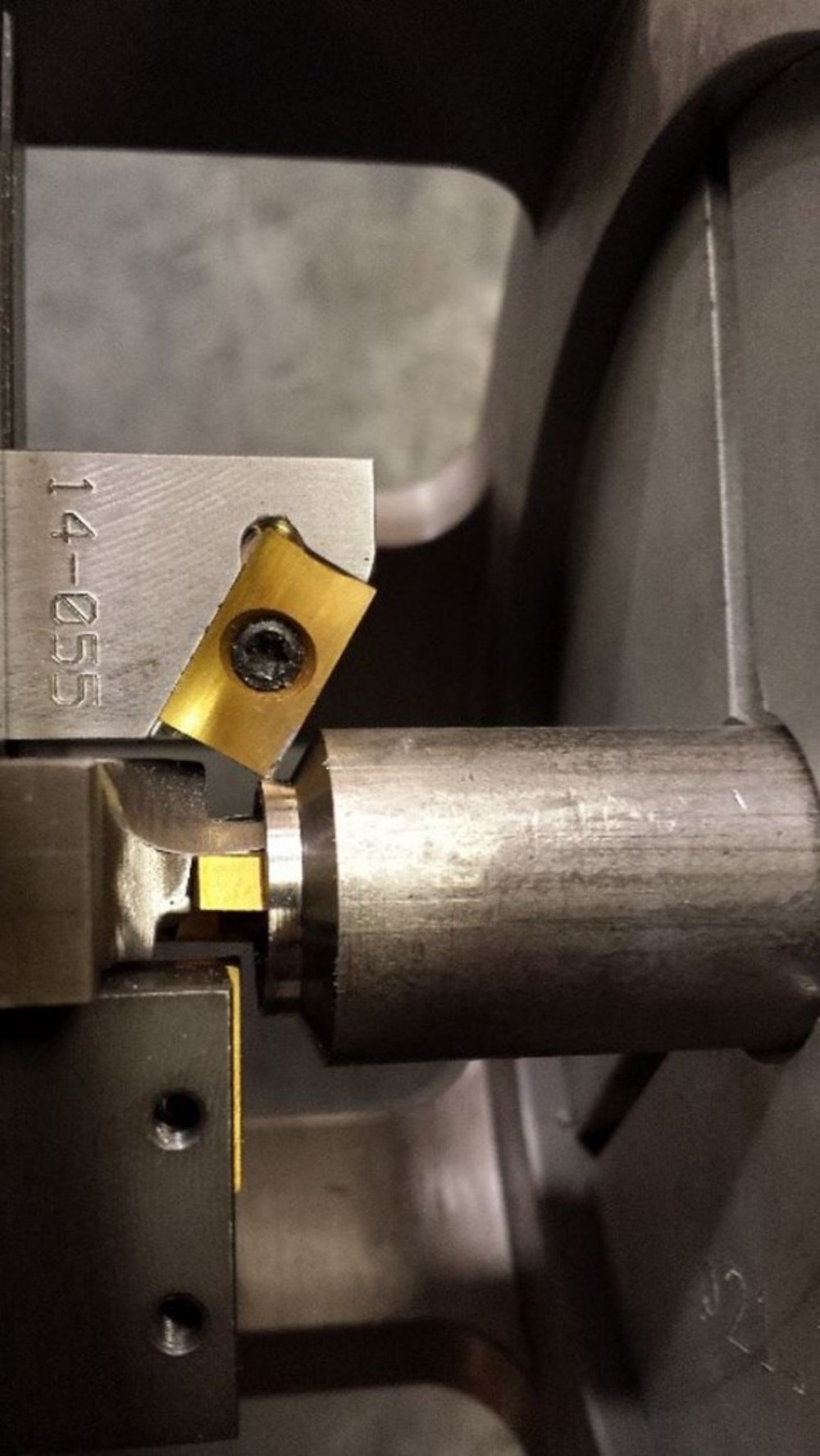
Foto5: Rohrenden-Anfasmaschine PROTEM US25 30° Anfasung mit konstantem Steg und Innenbearbeitung
Veränderung der Materialeigenschaften
Für das Zuschneiden eines Metallwerkstücks werden hauptsächlich zwei Techniken verwendet. Als erstes ein Zuschneiden durch Wärmezufuhr (Schneidbrenner, Plasmaschneiden, Laser usw.) sowie als zweites ein Zuschneiden durch mechanische Bearbeitung (Schleifmaschinen, Sägen, Rohrschneidemaschinen usw.). Die Folgen einer ungenauen Vorbereitung in Verbindung mit Bearbeitungsverfahren mit Schleifmaschinen oder Sägen wurden bereits detailliert dargestellt.
Beim Zuschneiden durch Wärmezufuhr kann sich die Qualität des Zuschnitts als zufriedenstellend erweisen, wenn er von einem erfahrenen Mitarbeiter oder durch ein automatisiertes System durchgeführt wird. Doch führen diese Techniken in den meisten Fällen in der Nähe des Schnitts zu einer Wärmeeinflusszone (WEZ). Die physikalischen Eigenschaften des Werkstoffs sind in dieser Zone stark beeinträchtigt. Wenn die Schweißnaht direkt auf einem beeinträchtigten Material erstellt wird, können die Qualität der Schweißnaht und ihr mechanischer Halt Schaden tragen. Um diese WEZ zu beseitigen, ist also erforderlich, den Bereich nachzubearbeiten, um die endgültige Qualität der Schweißnaht zu gewährleisten.
Durch die Anwendung von Rohrschneidemaschinen können die Problematik der mangelnden Präzision von Schleifmaschinen oder Sägen sowie die Qualitätseinschränkungen an der WEZ in Verbindung mit Zuschneidetechniken durch Wärmezufuhr umgangen werden. Mit diesen Geräten lassen sich in einem Arbeitsdurchgang Schnitte und Anfasungen ohne WEZ und mit einer optimalen und wiederholbaren Qualität erzielen.
Sonderfall der Verfahren mit hoher Energiedichte
Als Verfahren mit hoher Energiedichte bezeichnet man das Laserschweißen sowie das Elektronenstrahlschweißen. Bei diesen Verfahren wird ein konzentrierter Strahl (Laser oder gebündelter Elektronenstrahl) derart gebündelt, dass die am zu schweißenden Werkstück auftreffende Energie das Schweißgut zum schmelzen bringt. Mit diesen Techniken können mehrere hundert Millimeter dicke Schweißnähte in nur einem Durchgang geschweißt werden, deren Nahtbreite nur selten über 5 mm liegt.
Derartige Schweißverbindungen erfordern keine Anfasung, sondern ein extrem genaues Planen der Werkstückenden. Zum Beispiel ist eine Vorbereitung für ein Laserschweißen akzeptierbar, wenn die Abweichung des Ausrichtens unter 1/10 Millimeter beträgt. Diese Technologien, insbesondere das Elektronenstrahlschweißen, verlangen absolut schmutzfreie Werkstücke. Da das Elektronenstrahlschweißen unter Vakuum erfolgt, dürfen im Schweißraum keinerlei Wasser- oder Kohlenwasserstoffreste eingeführt werden, da ansonsten das Herstellen des Vakuums gefährdet ist.
Die Anwendung dieser extrem perfektionierten Methoden erfordert den Einsatz von geeigneten Bearbeitungsgeräten, die eine perfekte Vorbereitung der zu schweißenden Enden ermöglichen.
Schweißen ist und bleibt ein heikles Verfahren. Für ein optimales Ergebnis müssen zahlreiche Parameter bekannt und zu 100 % erfüllt werden. Ist dies nicht der Fall, so können während und nach der Realisierung der Schweißnaht zahlreiche Probleme und Mängel auftreten, die die Qualität der Verbindung stark beeinträchtigen. Trotz der Perfektionierung der Techniken und der Kenntnisse in diesem Bereich ist die Industrie regelmäßig mit der Problematik nicht vorschriftgemäßer Schweißnähte konfrontiert. Die Konsequenzen einer qualitativ minderwertigen Schweißnaht können für den einwandfreien Projektverlauf in Sachen Termineinhaltung und Projektkosten katastrophal sein. In der Tat kann die Beseitigung einer mangelhaften Schweißnaht und das Realisieren einer neuen Schweißnaht mehrere Stunden bzw. bei großen Teilen sogar mehrere Tage dauern. Auch wenn die richtige Vorbereitung der zu schweißenden Ränder nicht alle Ursachen für das Auftreten von Mängeln beseitigen kann, ermöglicht es in 100 % der Fälle die Endqualität der Schweißverbindung zu erhöhen.
 Français
Français  English USA
English USA  Español
Español  Pусский
Pусский  中国
中国  Polski
Polski